
Sumwin’s 3-MCPDE & GE Solution for Palm Oil

TO MITIGATE 3MCPDE AND GE IN PALM OIL
As per latest EFSA guidelines, 3MCPDE & GE levels in Refined Palm Oil should meet limits of 2.5 ppm & 1 ppm Max. 3MCPDE levels will be lowered to 1.25 ppm for Refined Palm Oil in line with other Refined vegetable oils in the coming years.
A number of solutions for addressing this technological challenge has been made by various research organizations and companies over the years. CPO washing followed by Centrifugal separation has been a popular method adopted for removing Chlorine in CPO. While this method is effective it results in higher oil loss in washed water due to emulsification, effluent treatment issues due to high COD in wash water and High maintenance costs. SUMWIN’s Patented Extraction Technology overcomes all these problems by offering low CAPEX and low OPEX by avoiding emulsification and thereby virtually eliminating oil loss in wash water.
In addition, SUMWIN has developed a Proprietary Adsorbent under the Trademark REDGEM® that helps reduce precursors to 3MCPDE & GE in the Bleaching process with no modification required in Refineries and with no additional OPEX. Further Engineering modifications to the Deodorizer system that is tailor made depending on individual refinery designs helps to further reduce both 3MCPDE & GE formation during Deodorization and meets both 3MCPDE < 1.25 ppm & GE < 1 ppm.
SUMWIN’s Patented Technology has been proven at Lab, Pilot & large-scale commercial plants. The result is an innovative Low Capex solution without any significant increase in OPEX of the modified Refining system and most importantly without compromising on the Plant throughput.
Figure 1. CPO Chloride extractor system
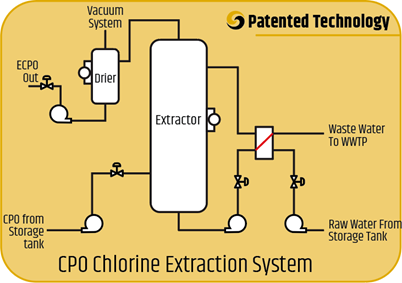
Process Description : Chloride Extraction
- Raw material is CPO before drier
- A patented liquid-liquid (L/L) extraction column for chloride removal in CPO
- No additives are used for L/L extraction. The extraction system is once through for CPO & water
- No emulsion is observed in the extractor column
- Fully integrated with existing SCADA or as a stand-alone system
- Moisture in CPO after chloride extraction and drying is < 0.15%
- Unique extractor design guarantees oil in waste water < 0.1% (commercial plant showed nil)
- Very low COD in waste water, < 2000 ppm (no upgradation of WWTP in most cases)
- Practically maintenance free (no moving parts in extractor)
- No reduction in CPO throughput
- Guaranteed chloride in CPO < 2 ppm (>80% removal of inorganic chlorides)
Figure 2. GE Stripper
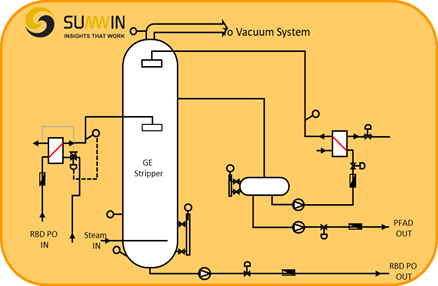
Process Description: GE Mitigation
- This is done in multiple ways and have to be customized based on site condition
- Use of Sumwin formulated adsorbent REDGEM to replace the bleaching earth
- Improve the vacuum in the Deodorizer to < 1.5 mbar
- Reduce the pressure drop in the Deodorizer/stripper column to remove FFA to <0.1% and achieve GE <1 ppm in RBDPO.
- Modify the stripper column and reduce the operating pressure to < 1.5 mbar A and temperature to less than 245oC to strip out GE and achieve GE<0.5 ppm and FFA <0.05% in RBDPO
- Combination of all above steps based on site conditions, guarantee GE < 0.5 ppm
- The combination is selected considering least effect in OPEX
- No compromise on throughput is a key factor
- Commercial plant results show some reduction in oil loss in REDGEM as compared to other bleaching earth.
Chloride Mitigation Results
Data from commercial plant trials using Sumwin’s Patented L/L extraction technology are given in Table 1 where it can be seen that extractor water-washed CPO samples have chloride levels significantly reduced. However high levels of chloride (>11 ppm) could not be fully reduced to < 2 ppm. Levels higher than 2 ppm in washed CPO was only observed when chloride in CPO was higher than 10 ppm (the design basis for the extractor)
Table 1. Chloride removal from CPO with water-washing using Sumwin L/L extractor
|
CPO Feed Rate |
Water Feed Rate |
Water |
Cl in CPO |
Cl in WCPO |
Oil in Water |
|
Kg/Hr |
Kg/Hr |
% |
ppm |
ppm |
% |
|
63,137 |
5,289 |
8.38 |
8.99 |
1.35 |
ND |
|
61,516 |
5,583 |
9.08 |
11.97 |
3.48 |
ND |
|
63,187 |
5,295 |
8.38 |
8.9 |
0.97 |
ND |
|
56,224 |
5,342 |
9.50 |
13.28 |
3.8 |
ND |
WCPO = Extractor-washed CPO; ND = not determined; Cl = chloride
3-MCPDE Results
The data on 3-MCPDE mitigation with counter-current L/L extraction followed by Phosphoric Acid Degumming and Bleaching with REDGEM is shown in Table 2. Removal of chloride to below 2 ppm in CPO should be effective in mitigating 3-MCPDE in physically refined oils. The actual data where water-washed CPO was less than 2 ppm had refined RBD palm oils well in the desired limits of 1.25 ppm, the 2020 “EU guideline” being 2.5 ppm. CPO is not known to have 3-MCPDE while the higher levels found in RBD olein is in accordance to its distribution to the liquid phase while the solid RBD stearin has less. Monitoring chloride correlates with 3-MCPDE and could be useful to do as this is much easier to analyze. Commercial plant results having washed CPO chloride 3.5 - 3.8 ppm still resulted in <1.25 ppm 3 MCPDE in RBDPO as REDGEM adsorbent was able to reduce chlorine further during the Bleaching step.
Table 2. Mitigation of 3-MCPDE with counter current water-washing of CPO
|
|
Chloride |
3-MCPDE |
Oil Loss |
|
ppm |
ppm |
% |
|
|
WCPO |
1.06 |
NA |
ND |
|
RBDPO |
1.16 |
1,03 |
NA |
|
RBDOL |
1.41 |
1.23 |
NA |
|
RBDST |
0.54 |
0.6 |
NA |
NA = not available; ND = not detected or determined; WCPO = washed CPO;
GE Mitigation Results
Limited data of glyidyl esters (GE) are given in Table 3 below. EU guideline for GE has already been in place at for some time at 1 ppm max. GE is mainly formed at high temperature deodorization (> 260oC) but is also removed by low pressure stripping during deodorization. The present method uses efficient bleaching earth and below 260oC bleaching and at the same time strips GE with deodorization at low pressure (1.5 mbar) and at slightly lower temperature 245oC.
Table 3. Typical results for GE mitigation
|
Type of Oil |
GE ppm |
|
Degummed CPO |
0.00 |
|
REDGEM BPO |
0.03 – 0.09 |
|
RBDPO |
0.25 – 0.90 |
Conclusions
- Sumwin’s patented process enables production of 3MCPDE less than 1.25ppm and GE less than 0.5 ppm in RBDPO at lowest CAPEX and OPEX.
- The process has practically no oil loss (guaranteed less than 0.1% in wash water) and might not require upgradation or expansion of WWTP at refinery.
- Unique L/L extraction design requires very low maintenance.
- No additives are used in the entire mitigation process and therefore does not impact existing certifications such as Halal or Kosher.
- Use of proprietary REDGEM® adsorbent reduces oil loss in spent earth while simultaneously removing precursors of 3MCPDE and GE during bleaching and still achieves the desired color and oxidative stability in RBDPO.
- The mitigation process does not reduce plant throughput there by avoiding increase in OPEX per MT.
- Seamless integration with existing SCADA.
- Customized and tailor made configuration for individual plants optimizes both CAPEX and OPEX.
Abbreviations:
- 3-MCPDE = 3-MonoChloroPropaneDiol Esters;
- GE = Glycidyl Esters; M&I = Moisture and Impurities;
- FFA = Free Fatty Acids; Cl = Chloride;
- BPO = Bleached Palm Oil; CPO = Crude Palm Oil;
- RBD = Refined Bleached Deodorized; ECPO = Extracted CPO;
- OPEX = Operational Expenditure; CAPEX = Capital Expenditure;
- WWTP = Waste Water Treatment Plant; COD = Chemical Oxygen Demand;
- SCADA = Supervisory Control And Data Acquisition;
Comments
No comments yet. Be the first to comment!