
Data Models & ML in Manufacturing Excellence

Market research shows that global manufacturing is poised to grow at 5% CAGR whereas smart manufacturing is expected to surge around 15% between the period 2023-2032 with APAC, North America, and European regions leading the growth. Industry analysis points out that the manufactured products end up in the following segments: Electrification, Electronics, Automotive, Construction, Energy, Aerospace, Industrial, Chemical, and Healthcare where the end customers’ focus on product quality is of paramount importance. (Precedence Research, 2023). Additionally, most of these industries themselves envisage their operations over the long run through the transformative lens of digital transformation solutions and offerings like the cloud, big data, additive manufacturing, and artificial intelligence systems where the underlying tenet is to exploit data obtained through processes, systems, and sensors and to process in structured and meaningful ways to deliver maximum business value in the form of product quality and consequently customer delight. (Deloitte, 2023)
Let us look at one example illustration of each where such deployment is made to enhance product quality
Data Models
Using Dashboards for Product Root Cause Analysis and KPI Monitoring

Using Data Models for descriptive and diagnostic analytics for product quality is important in understanding how the process behaves under different times, different settings, and process parameters. The manufacturing process data is logged over time in databases through the cloud and big data services - which can help aggregate metrics/KPIs and analyze patterns, trends, and product-related risks. Additionally, it helps layer down into the details of why the product is behaving in a certain way by layering the data model itself in different layers. The above dashboard illustrates how business intelligence tools like PowerBI can help look deep into product quality in terms of the root cause, special conditions, and reliability.
Machine Learning
Using Supervised Learning Algorithms to predict product quality
The prescriptive and predictive aspects of using data in plants to map product quality status can be illustrated through supervised machine learning techniques (classification and regression) in tandem to ensure robust part quality in the end.
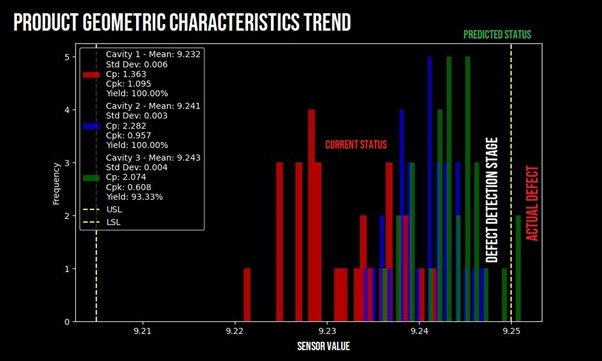
Regression machine learning models help facilitate the prediction of continuous variables like product length, thickness, density, etc based on the current data (red) and output continuous target variable – predicted status (green) as illustrated in the Python matplotlib interface above. Once regression models perform this prediction, classification models can act in tandem to segregate product status as defect/defective or OK parts to ensure quality.
Frequently Asked Questions
1. How do data models and machine learning usage affect the manufacturing industry?
Data models can be used to represent, relate, and abstract complex manufacturing processes, quality control systems or sales-planning-customer dispatch flows within the industry. Data models affect descriptive, diagnostic, and predictive analytics of manufacturing processes using business intelligence and statistical tools such as Minitab Analysis, PowerBI, Tableau, or Python EDA.
Machine learning models, a subset of artificial intelligence (AI), can be used to help make predictions on either a continuous variable (Supervised regression model) or a discrete categorical variable (Supervised classification model) based on existing data models that abstract (explained above) and represent live manufacturing systems. Machine learning can affect predictive and prescriptive paradigms across different aspects of manufacturing.
Overall, by using both tools as part of digital transformation, we can expect improvements in product design, lean waste deployment, root cause analysis and eventually leading to customer delight.
2. Mention a few use cases of data models and machine learning specific to manufacturing.
Data model use cases
Production and Quality BI Dashboards
Data models can be developed to incorporate different layers of data in a manufacturing plant from machine tag data, tool data, operator data, and run-time data, and stored in databases for daily accountability of production through a dashboard interface. Similarly, quality-related data models can be layered in for process rejection, scrap, and defect counts. Efficiently layering the overall manufacturing process data would help business intelligence platforms to translate the models easily and help managers infer from the production analytics presented in dashboards which is a direct deployment of visual lean culture.
Manufacturing Process Standardization using Analytics
Engineering process standardization involves decision-making of machines, tools, and equipment, which is a fairly complex process undertaken by program management in liaison with engineering, quality, and sales teams during new product development (NPD). Cascading data models to perform such tedious tasks using an objective process approach through automation can help facilitate a reduction in customer quotation lead time at the feasibility stage.
Machine Learning use cases
Demand Forecasting and Raw Materials Planning using Regression models
In the VUCA business environment, as markets move and industry competition manifests in haphazard ways leading to disruption in planning and supply chain, regression models can help detect the complex parameters that influence demand for production planning and accordingly forecast sales by using previously recorded test and training data and using advanced statistical tools such as normalization, feature engineering, and gradient descent to regress and predict future forecast trends in a reasonably accurate way.
Classification Machine Learning model for Live product quality abnormality detection
Product quality can be assured through this predictive approach based on changes in process parameters or industrial imaging data that are already mapped to defect and OK parts over a large sample of previous production data. Once the model is trained and tested, it can classify and detect abnormalities using classification models implemented through Python packages like numpy, scipy, pandas, and scikitlearn.
3. How do you design a machine learning system to scale effectively as the user base grows?
User share bases can new in two ways: one way is to increase the current market share of the existing customer either by increasing volume and adding capex to run additional production or by strategically targeting new customers through product offerings and services. Machine learning models and systems can be designed using cloud service infrastructures to accommodate both types of expansions for live deployment in a plant. However, one thing to consider is the hardware, peripherals, communication systems, and special sensors/actuators that are used to capture such data. While some cloud providers may provide even such services it is better to consider the user base growth in terms of such integration devices as the machine learning model itself is not by itself capital intensive due to cloud scaling. Some of the cloud services are AWS(Amazon), Azure (Microsoft), and Google Cloud for industrial applications.
4. How can real-time data analytics contribute to minimizing downtime and improving overall equipment effectiveness?
OEE (Overall Equipment Effectiveness) is defined as,
OEE = Availability x Performance x Quality = (Actual Production Run/Current Capacity) x (Machine Current Run Conditions/Design Conditions) x (No of OK parts/total parts produced)
We can see that directly or indirectly, considering the OEE for either a machine or an entire unit or plant, 6 aspects need to be considered for optimization (inferred from expanding the RHS). When sensors and data are connected to all these parameters, data is logged and recorded through the cloud, and machine learning models are deployed in tandem, we can use this real-time system (RTS) and condition the different features and variables that influence the 6 aspects in the numerators and denominators and create an optimization model under real-world constraints for which the solutions of the equations give us the optimized value of OEE.
5. What measures do you take to ensure data security and compliance with regulations when implementing data models in a global manufacturing context?
Simple data models and machine learning projects can be easily deployed globally across multiple regions using cloud-based digital transformation services that are cheaper, scalable, secure, and reliable than on-premise servers. There are varying degrees of security the cloud service providers offer industrial customers with on-premise cloud systems (which are the most secure and reliable) to fully cloud-automated architecture (SaaS example) which is relatively less secure. But this is to a degree, a feasibility question as it solely depends on the end application of the product for the manufacturing organization considering policy, functionality, patent rights, competition, and costs.
On the other hand general rules for data security reliability and compliance is provided by ISO standards as well for all organizations' IT team to implement at all levels:
1. ISO 27000/27001 - Information security standards (Main material to align for internal and external auditing)
2. ISO 8000-1 - Data Quality (Supplement reference for IT team to consider)
3. ISO 5087 - Information Technology Systems (Supplement reference for IT team to consider)
Comments
No comments yet. Be the first to comment!